1、注塑成型原理
以柱塞式注射機為例,注射成型原理如圖4-1所示。首先將粒狀或粉狀塑料從注射機的料斗送入配有加熱裝置的機筒中進行加熱熔融塑化,使之成為粘流態熔體,然后在注射機柱塞的高壓推動下,以很高的流速通過機筒前端的噴嘴注入溫度較低的閉合型腔中,經過一段時間的保壓冷卻定型后,開模分型即可從型腔(成型塑件的閉合空間)中脫出具有一定形狀和尺寸的塑件制件(塑件),這樣便完成了一個成型周期。
2、注塑成型的特點及應用
注塑成型具有對塑料品種適應性強,可一次成型形狀復雜、尺寸精確、帶有金屬或非金屬嵌件的塑料制件,生產效率高,易于實現自動化等優點,是熱塑性塑料成型的一種重要方法。
注塑成型工藝發展很快,除了熱塑性塑料注射成型以外,一些熱固性塑料也可以成功地用于注塑成型,且具有效率高、產品質量穩定的特點;低反泡塑料(密度為0.2-0.9g/cm3)的注塑成型可以生產緩沖、隔聲、隔熱等性能優良的塑料制件;雙色或多色注射成型可以生產多種顏色、美觀適用的塑料商品。
此外,應用熱流道注射成型工藝在獲得大型塑件、降低或消除澆注系統凝料等方面具有明顯優點。注射成型還是獲得中空塑料制品型坯的重要工藝方法。
3、注射機與注射成型系統
注射機是注射成型生產的關鍵設備,注射成型系統是指注射機內直接用于成型動作的注射系統、合模系統以及安裝在注射機上的模具。
注射機的分類
1. 按規格大小分類

按注射機裝置分類
(1)柱塞式
其工作原理見4.1 節 ,這種設備(圖4-1)結構簡單,塑料融化所需的熱量主要依靠機筒3外部的加熱器5以熱傳導方式提供,由于塑料導熱性差且機筒壁較厚,同時它在機筒中的運動狀態似層狀流動,從而形成了塑料的外層(靠近機筒內壁)與內層之間存在著較大的溫差,導致塑化均勻性差。雖然機筒內設置了分流錐4,增加了塑化效果,但塑化均勻性仍教差,且物料滯留嚴重、壓力損失大,所需注射壓力約為 螺桿式的2-3倍,只適合于小型零件的成型。
(2) 螺桿式
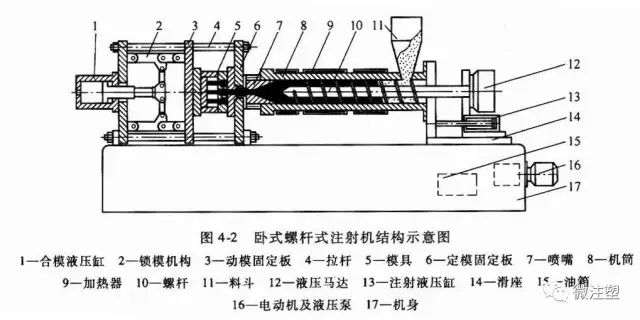
螺桿式注射機以加熱筒和螺桿等實現成型物料的塑化及注射,如圖4-2所示。其合模、注射、保壓、冷卻及脫模過程與柱塞式注射機相同,不同的是,螺桿具有塑化及注射兩種功能。螺桿旋轉產生強烈的攪拌混合與剪切作用,塑化均勻,物料滯留少,壓力損失小,成型塑件的殘余應力較小,設備結構簡單,是目前應用較廣的機種。
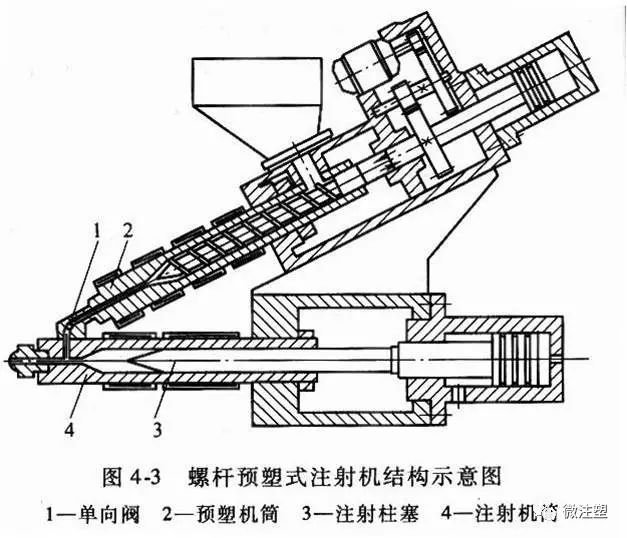
(3) 螺桿預塑式 螺桿預塑式注射機以一套機筒和螺桿進行塑化,另一套機筒和柱塞進行注射,如圖4-3所示。這類注射機塑化均勻,計量準確,壓力損失小,適合精密成型但物料滯留大,結構復雜。
按外形結構特征分類
(1)臥式注射機
臥式注射機是注射機產品中最基本、最普通的形式,其結構特征是成型物料的注射系統與合模機構的軸線重合并與地面平行(圖4-2)。其優點是機身較低、穩定。加料、操作及維修比較方便,且制品推出脫模后可自動墜落,易于實現機械化或自動化,但存在模具拆裝不方便、安裝嵌件麻煩以及占地面積大等缺點。
(2)立式注射機
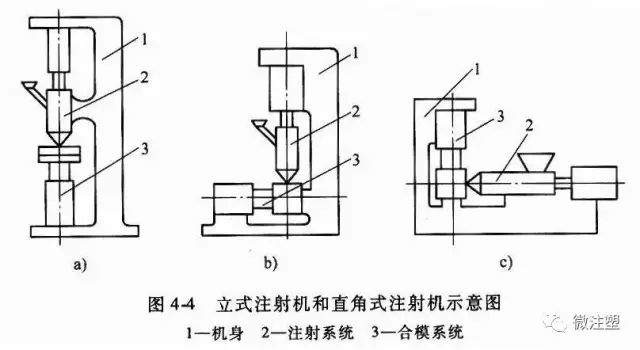
此注射機的結構特征是注射系統與合模機構的軸線重合并與地面垂直,如圖4-4a所示。該結構具有占地面積小、模具拆裝較方便、安裝嵌件容易、料斗中的物料能均勻地進入機筒等優點。但制品推出脫模后需要人工取出,不易實現機械化或自動化操作。另外,還有機身高、不穩定、加料不方便、對廠房高度有一定要求等缺點。目前,這類注塑機主要用于生產60cm3 以下的多嵌件制品,其結構也多為柱塞式,塑化效果不佳。
(3) 直角式注射機
此注射機的結構特征是合模機構與注射系統的軸線相互垂直。使用和安裝特點介于前面兩類注射機之間,特別適用于生產形狀不對稱的塑件和使用側澆口的模具。目前國內使用較多的直角注射機為沿水平方向合模,沿垂直方向注射,如圖4-4b所示,合模機構采用絲杠傳動,使用普遍。圖4-4c為水平方向注射,沿垂直方向合模的直角式注射機,用得較少。
此外還有偏心式注塑機、雙機筒注射機、雙色或多色注射機、雙模系統注射機等。
注射機規格及主要技術參數
目前,注射機的規格通常用注射容量(即注射能力)與鎖模力的大小來表征。
注射機機筒內的柱塞或螺桿在一次注射行程中說能注射出的塑料的理論體積,稱為注射容量,是表征注射機能力的主參數。
按照國際標準規定,注塑機規格中標稱的注射量,需要用定壓條件(注射壓力為100MPa)下的數值表示。注射機在其工作過程中,鎖緊閉合型腔防止熔體向外溢出的力稱為鎖模力。鎖模力的大小與注射機允許的成型面積有關。
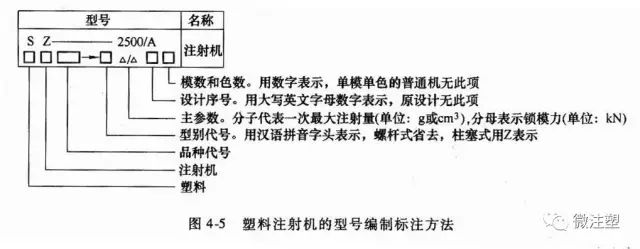
國產SZ系列塑料注射機的型號編制標注方法如圖4-5所示。
注射機的注射系統
注射系統是注射機工作是直接與成型物料和熔體接觸的零部件,其主要作用是使固體成型物料均勻地塑化成熔體,并以足夠的壓力和速度將熔體注入模具型腔。注射系統包括加料裝置、機筒、柱塞及分流錐(柱塞式注射機)、螺桿(螺桿式注射機)和噴嘴。
(1)加料裝置
也成為料斗,通常為倒圓錐形或方錐形金屬容器,安裝在注射機的較高部位并與機筒相連。
(2)機筒
即成型物料的塑化室,主要用來加熱熔融物料。
(3)柱塞及分流錐
柱塞及分流錐是安裝在柱塞式注射機筒內的注射和塑化零部件。柱塞在機筒內做往復直線運動,推擠和壓縮塑料熔體通過噴嘴注入模具。分流錐是安裝在機筒前端中心部位的一個分流部件,如圖4-6所示。
其工作原理為:熔料在經過分流錐時,被分劈成薄層,并產生收斂流動,以此縮短了機筒對物料的傳熱距離,提高了傳熱效果;同時物料在分流錐與機筒的間隙中產生加速運動,剪切作用增強,從而 生成一定量的摩擦熱。兩方面共同作用提高了物料的塑化與均衡效果。
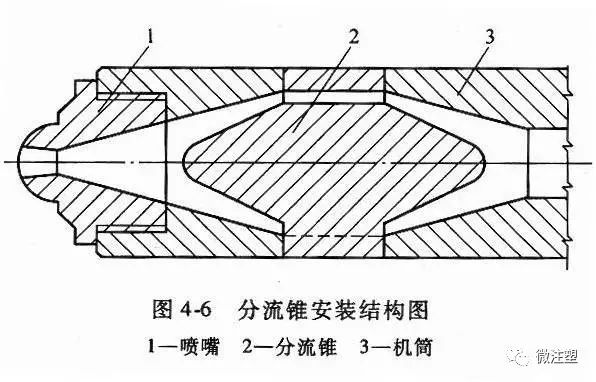
設置分流錐后,可以縮短物料塑化時 間,改善塑料熔體的流動性能和塑件的成 型質量,同時使生產效率有所提高。
(4)螺桿
是螺桿式注射機的重要部件,通過螺桿在機筒內的旋轉和軸向移動,實現對成型物料的塑化和注射動作。
(5)噴嘴
安裝在機筒前部,其內部的噴孔是連接機筒和模具的通道,起引導塑料熔體從機筒進入模具的作用。
注塑機的合模系統
合模系統的作用一是實現模具的開合動作,二是注射時鎖緊模具,三是開模時推出模內塑件。
注塑成型對合模系統最基本的要求是:合模時為模具提供可靠的鎖模力,以免模具在塑料熔體的壓力作用下沿分型面脹開,使制品產生分邊,影響精度。
目前,注射機上使用的合模系統結構可大體分為液壓式和液壓—機械式兩大類。
(1)液壓式
一般采用大直徑活塞和液壓缸進行模具的開合動作。優點是運動機構簡單,能夠適應不同模具的閉合高度,隨時都可達到最大壓力并保壓;缺點是鎖模力大時液壓缸體積龐大,能量消耗大,系統的剛性較差。
(2)液壓—機械式
以液壓力驅動曲肘連桿機構進行開合模動作,具有自鎖功能(圖4-2)。 鎖模剛性大,產品不易出飛邊;模具的開合時間比較短,并有緩沖作用,可以獲得較佳的合模運動方式;但結構復雜,機械部分容易磨損,需要經常保養。
注射成型工藝
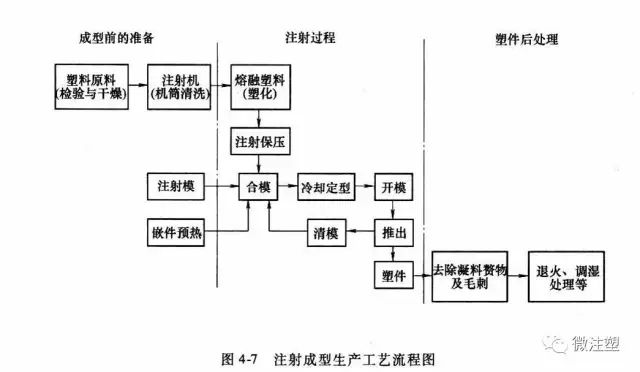
注射成型的生產工藝流程如圖4-7所示,按其先后順序包括:成型前的準備、注射過程、塑件后處理等,下面分別討論。
1.成型前的準備
為使注射過程順利進行和保證塑料制件質量,一般在注射之前要進行一些必要的準備工作。如對原料的外觀(如色澤、顆粒大小及均勻度)與工藝性能(流動性、熱穩定性、收縮性)進行檢驗和測定,判斷原料的各項性能與要求的參數是否相符;
對原料的各項性能與要求的參數是否相符;對原料進行染色;進行含水量檢測,對于某些易吸濕的塑料(如聚酰胺、ABS等)進行充分干燥,以防產品表面出現銀絲、斑紋、氣泡和降解等缺陷;成型不同種類塑料前或發現塑料中有分解現象時,應對機筒進行清洗;
在成型帶有嵌件的塑件時,應對嵌件進行預熱,以防嵌件周圍的塑料因應力而開裂;對脫模困難的塑件,應選好脫模劑。由于注射原料的種類、形態、塑件的結構、有無嵌件以及使用要求的不同,各種塑件成型前的準備工作也不完全一樣。
2.注射過程
注射過程一般包括加料、塑化、注射充型和脫模幾個步驟。
1)加料
由于注射成型是一個間歇的生產過程,因而需定量加料以保證操作穩定、塑料塑化均勻,最終獲得良好的塑件。加料過多、受熱時間過長等容易引起物料的熱降解,并增加注射機的功率損耗;加料過少,機筒內缺少傳壓介質,型腔中塑料熔體壓力降低,難于補縮(即補壓),容易引起塑件出現收縮、凹陷、空洞等缺陷。
2)塑化
對機筒中的塑料進行加熱,使其由固態(顆粒狀或粉狀)轉變成粘流態并具有良好可塑性的過程稱為塑化。決定塑化質量的主要因素是物料的受熱情況和所受到的剪切作用。
對塑料塑化的要求是:塑料熔體在進入型腔之前要充分塑化,既要達到規定的成型溫度,又要熔體溫度均勻一致,還要使熱分解物的含量達到最小值,并能提供足夠的熔融塑料以保證加速了塑料的塑化,同時還強化了塑料的混合效果,使其擴展到聚合物分子的水平(而不僅是靜態的熔融),它使塑料熔體的溫度分布、物料組成和分子形態都發生了改變,并趨于更加均勻。因而螺桿式注射機的塑化效果比柱塞式注射機好得多。
3)注射充型
注射充型指用柱塞或螺桿推動塑化后的塑料熔體快速充滿模具型腔,并使熔體在壓力下冷卻凝固定型的過程。注射過程可分為充模、保壓、倒流和澆口凍結后的冷卻等幾個階段。

 關注我們
關注我們 淘寶店鋪
淘寶店鋪